



製品開発や製造工程において、品質や信頼性を確保することは非常に重要です。その中で、リスクを未然に防ぐ強力な手法として注目されているのがFMEA(故障モード影響解析)です。本記事では、FMEAの基本とその実施手順を具体例を交えて分かりやすく解説します。
FMEAとは?
FMEA(Failure Mode and Effects Analysis)は、製品やプロセスの潜在的な故障モードを特定し、それによる影響や原因を分析・評価するリスク評価手法です。リスクを数値化して優先順位をつけることで、重大な問題を未然に防ぐことができます。
FMEAを実施する目的
FMEAを導入することで、品質向上やリスク低減といった具体的な効果を得ることができます。特に次の3つの点で大きな成果を期待できます。
- 潜在リスクの特定
- 不具合の未然防止
- 設計・製造プロセスの効率化
FMEAの種類|設計FMEAと工程FMEA
FMEAは、目的に応じて「設計FMEA」と「工程FMEA」の2種類に分類されます。主な違いを次の表にまとめました。
| FMEAの種類 | 目的 | 分析対象 | 活用場面 |
| 設計FMEA ( Design FMEA) | 製品設計におけるリスク分析 | 構造部品や回路構成部品 | 新製品の設計、設計変更時など |
| 工程FMEA (Process FMEA) | 製造工程や作業手順のリスク分析 | 製造プロセスや作業手順 | 製造工程の立ち上げ時など |
設計FMEAと工程FMEAは、分析する目的や対象こそ違いますが、どちらも「製品の故障リスクを未然に防ぎ、品質を高める」という共通の目的を持っています。両者ともリスクを数値で評価し、優先度の高い問題から対策を講じることで、効果的に故障リスクを低減できます。
FMEAの効果
FMEAを活用することで、以下のような効果が得られます。
- 故障の未然防止ができる:潜在的なリスクを数値化し、適切な改善策を講じることでトラブルを防ぎます。
- 効率的な設計対応の優先順位付けができる:リスク優先度数(RPN:Risk Priority Number)に基づき、対応の優先順位を明確化できます。
- ノウハウの蓄積ができる:検討結果や対策内容を記録し、将来のプロジェクトに活用できます。
故障の未然防止ができる

FMEAで得られる最大の効果は、製品が引き起こす可能性のある故障の未然防止です。潜在的なリスクを定量的な評価値であるRPNの大きさで判断できるため、改善策を講じてRPNを下げることで、故障を未然に防げます。
効率的な設計対応の優先順位付けができる
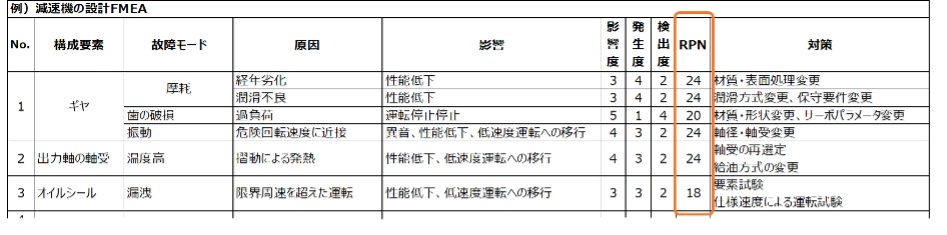
FMEAでは、RPNを算出してリスクを定量化します。これにより、「どの不具合モードがより危険か」「どのリスクから先に対処すべきか」を客観的に判断できるため、設計工数をリスクの大きい項目に振り向けられます。

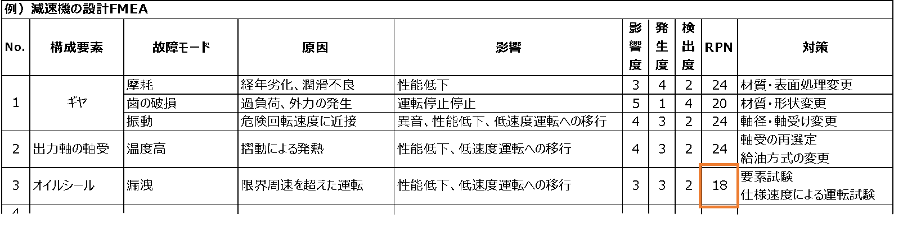
例えば、RPN20を許容できないリスクの基準値とした場合、RPN18のオイルシールは対策不要と判断できます。一方、RPN20以上のギヤと出力軸の軸受は対策が必要になります。
ノウハウの蓄積ができる
FMEAの実施過程で得られたリスクの検討内容や対応策は、今後の設計や新たな工程立ち上げ時にノウハウとして再利用できます。失敗事例や改善策を組織として共有することで、同じミスを繰り返す可能性をなくし、品質向上につながります。
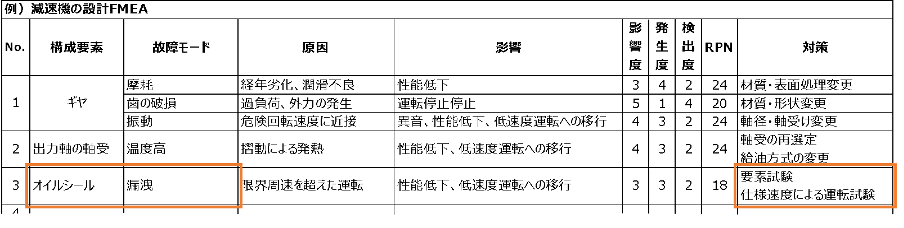
例えば、上図のFMEA表からはオイルシールには漏洩という故障モードがあり、この時は対策として要素試験を実施したことが分かります。
FMEAの実施手順を具体例で解説
ここでは、FMEAを進める方法を解説していきます。※今回は減速機の設計FMEAを例にしています。
①FMEAフォーマットの作成
下図は一般的なFMEA表のフォーマットで、分析対象となる構成要素をリストアップしたものです。
新製品や新設工程では全構成要素、既存の製品や工程に変更がある場合はその要素に集中します。
各項目について説明します。


- 構成要素:分析対象となる構成要素
- 故障モード:構成要素で考えられる故障モード
- 原因:故障モードの原因
- 影響:故障モードによって引き起こされる具体的な不具合・故障
- 影響度:不具合・故障が与える影響の度合い※1~5の5段階(値が大きい方が影響が大きい)
- 発生度:不具合・故障の原因・が発生する確率※1~5の5段階(値が大きい方が発生率が高い)
- 検出度:故障モードが生じたときの検出しやすさ※1~5の5段階(値が大きい方が検出が困難)
- RPN:影響度×発生率×検出率からRPNを算出
- 対策: 必要に応じて対策内容を記載
②分析対象の選定
各構成要素における考えられる故障モード(例: 配線の断線、部品の摩耗)を網羅的に洗い出します。
例えば新製品の場合は構成要素をすべて列挙し、既存製品に変更を加える場合は変更する要素を列挙します。

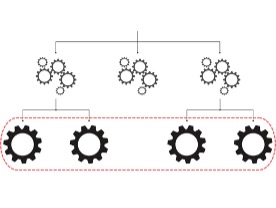
分析対象を選定する際は、対象となる要素の粒度を統一することが重要です。例えば、上図のように構成部品表の同じ階層の部品単位で揃えるようにしましょう。粒度が異なると、製品の要素を漏れなく抽出できているか確認できないという問題が発生します。
③故障モードの抽出
次に、各構成要素について考えうる故障モードを網羅的に抽出します。
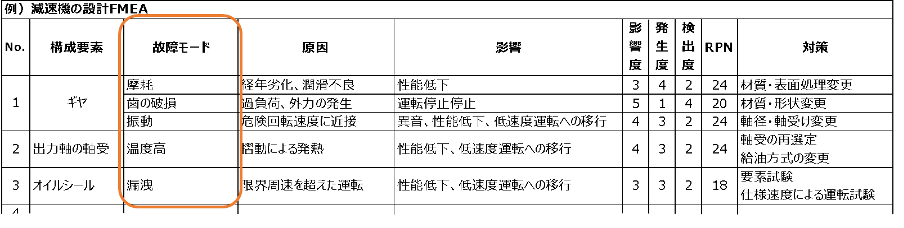
故障モードとは、構成要素の「故障の起こり方」です。具体的には、配線の断線や短絡、部品の摩耗や劣化などが挙げられます。一方、故障とは製品の「機能の欠損」のことをさします。
たとえば、「故障:動作停止」に対して、「故障モード:ギヤの破損」となり、故障モードは、機能の欠損ではなく故障の起こり方を表していることがわかります。
故障モードの抽出では、徹底的に網羅的に洗い出すことが大切になります。FMEAでは、故障モードを起点に評価を行い、対策を講じます。もし重要な故障モードが見落とされると、設計段階で行うべき対策が取られず、問題が発生する可能性があります。
故障モードを漏れなく抽出することは、FMEAの実施において最も重要なポイントです。
Tips:故障モード一覧のすすめ
故障モードを漏れなく特定するために、「故障モード一覧」の作成をお勧めします。故障モード一覧とは、各部品や工程の要素ごとに考えられる主要な故障モードをまとめたリストです。
下図は半導体製品の故障モード一覧の例

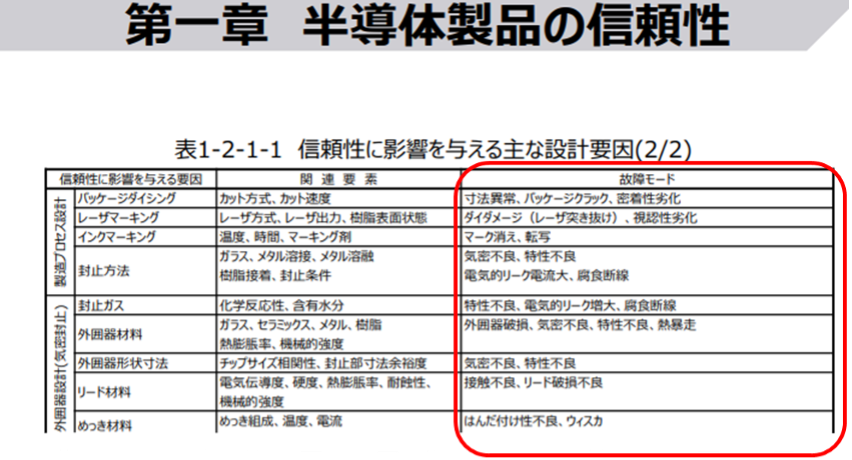
故障モード一覧を作成することで、以下のようなメリットがあります。
- 迅速な故障モードの抽出(工数削減):製品の開発や工程設計時に、一覧から関連する故障モードを簡単に見つけ出せます。
- 故障モードの網羅的な抽出:属人的な作業では見落としがちな故障モードもカバーできます。
- 実績のある効果的な対策の立案:故障モードごとに過去のデータや対策事例を参照できるため、適切な対策を立案できます。
このように、故障モード一覧は非常に有効なツールとなります。継続的に更新・活用することで、製品の信頼性向上と品質管理の強化に大きく貢献するでしょう。
④故障原因の特定
次に、故障モードごとに発生原因を特定します。

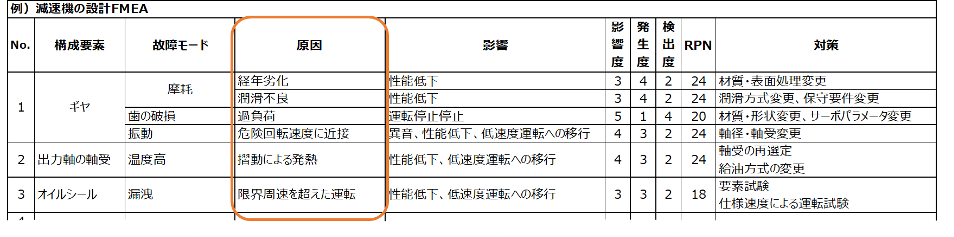
過去の技術データやCAE解析などを基に検討を行います。
「故障モード:摩耗」のように、原因が経年劣化や潤滑不良など複数ある場合は原因ごとにその後の分析を進めましょう。
⑤故障の影響の推定

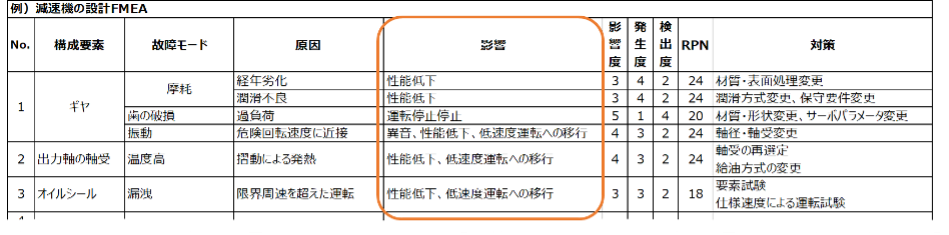
故障モードが発生した際に生じる影響(製品の「機能の欠損」)を推定します。デザインレビューなどを活用しできるだけ多角的な視点でどんな不具合・故障があり得るかを推定しましょう。
⑥影響度・発生度・検出度の評価
次に、影響度・発生度・検出度の評価を行います。
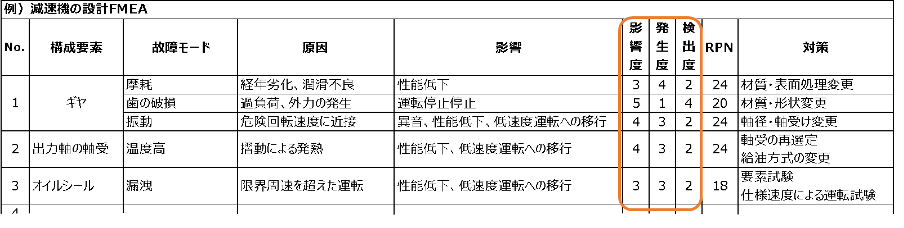
影響度の評価
影響度は、不具合・故障によって起こる影響の重大さを表します。(基準の目安を下表に示します)
| 影響度 | 基準の目安 |
| 5 | 機能しない、致命的、人命に関わる |
| 4 | 機能しない可能性がある |
| 3 | 機能が低下する |
| 2 | 機能するが、改善の必要がある |
| 1 | 影響なし |
発生度の評価
発生度は、原因が起きる発生頻度を表します。(基準の目安を下表に示します)
| 発生度 | 基準の目安 |
| 5 | 常に発生 |
| 4 | 発生頻度が高い |
| 3 | たびたび発生 |
| 2 | まれに発生 |
| 1 | 発生しない |
検出度の評価
検出度は、不具合・故障の発生を検出できるかの確率です。(基準の目安を下表に示します)
| 検出度 | 基準の目安 |
| 5 | 検出できない |
| 4 | 検出率20% |
| 3 | 検出率50% |
| 2 | 事後、検出率100%もしくは検出率80% |
| 1 | 即時、検出率100% |
⑦リスク優先度数(RPN)の算出
リスク優先度数(RPN:Risk Priority Number)は、影響度・発生度・検出度から、考えられるリスクを定量化した値です。値が大きいほど優先的に対策すべき項目になります。

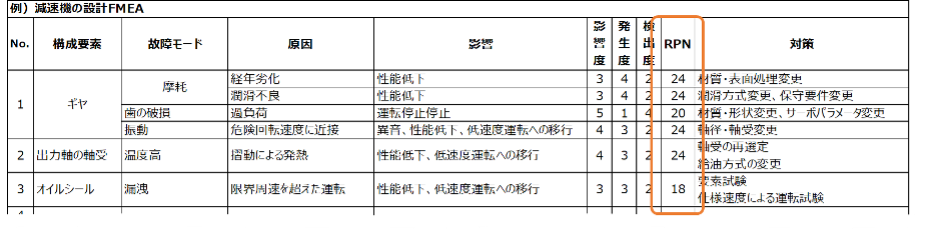
RPNは以下の数式から算出します。
RPN =影響度 × 発生度 × 検出度
⑧対策の検討
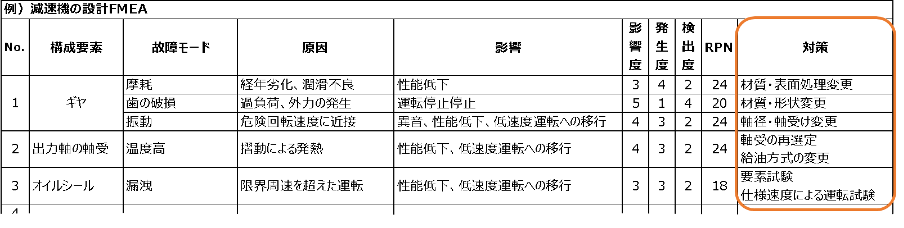
RPNが高い項目に対しては、対策を立案します。対策が必要となるRPNの基準値は、事前に社内の規定や品質目標に合わせて設定しましょう。一般的な目安として、RPNが15程度であることが基準とされています。
影響度は通常変更が難しいため、RPNを下げるには発生度または検出度の改善が求められます。多くの場合、発生度を改善する方が本質的な解決につながるため、まずは発生度を低下させるための対策を検討しましょう。
⑨対策効果の確認(RPNの再算出)
最後に、対策を実施した効果をRPNに反映させてリスクが許容範囲内に収まっているかを確認します。

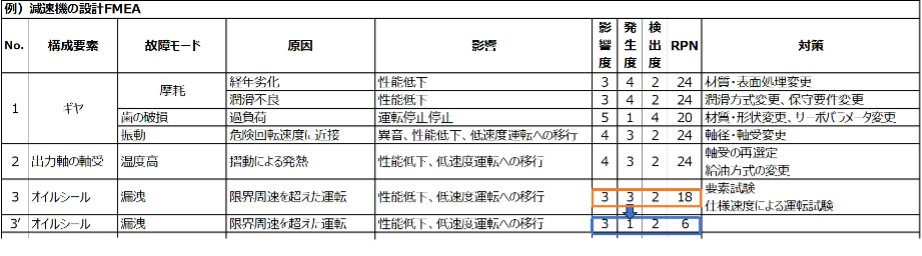
例えば、オイルシールの漏洩問題に対して発生度を下げるために設計を変更し、要素試験で改善が確認できました。その結果、発生度を3から2に下げることができ、RPNは12となりました。これにより、リスクが許容可能なレベルに達したことが確認できます。
FMEAを実施する時のポイント
FMEAを効果的に実施するためには、以下のポイントに注意することが重要です。
1.分析対象の設定
FMEAは分析対象が広すぎると、重要なリスクを見落とす可能性が高くなります。故障モードを抽出する際の網羅性を確保するために分析対象を必要最小限に絞り込むことが大切です。
2.多角的な視点
網羅性を確保するために、多部門の担当者が集まったチームを構成し、多角的な視点を取り入れることが重要になります。
3.データ収集と事前調査
過去の不具合データや市場からの要望、評価・試験結果など、社内に蓄積されたノウハウを積極的に活用しましょう。これにより、他のプロジェクトで標準的に実施されている対策が反映されないという問題を未然に防ぐことができます。
4.ツールの活用
FMEAを実施する際には、分析対象の選定や故障モードの抽出など、網羅的な分析を行うために多くの検討時間が必要です。これがFMEA導入の大きな障壁となっています。
これらの課題を解決するためには、ノウハウの共有や網羅性の確保、表の作成など、手作業では煩雑になりがちな部分をツールに任せることが有効です。
ツールを活用することで、効率的かつ正確な実施が可能となり、導入のハードルを下げることができます。
他の手法との比較|FTAやDRBFMとの違い
FMEAと類似する手法として、FTA(故障の木解析)やDRBFM(故障モードに基づく設計レビュー)が挙げられます。これらの手法は、いずれも製品や工程における信頼性や安全性を向上させるために用いられますが、それぞれに異なる特徴と目的を持っています。
下表では、それぞれの手法の特徴や違いをまとめています。


このように、FMEAは製品やプロセス全体のリスクを網羅的に洗い出し、優先順位を付けて改善する手法です。FTAは特定の故障の原因を遡って分析し、因果関係を明確にします。DRBFMは設計変更による新たなリスクを検討し、失敗を防止します。
これらの手法は単独でも有効ですが、目的や対象に応じて組み合わせることで、より効果的なリスク管理が可能になります。
まとめ
FMEAは、製品やプロセスに潜むリスクを特定し、優先順位をつけて効果的に対策を講じる強力な手法です。また、FMEAの実施過程で得られるノウハウは、今後の設計にも大いに役立ちます。
初心者の方も、具体例を参考にしながらFMEAを実践し、製品開発や製造工程の改善に役立ててください。
【参加無料】ITトレンドEXPO2025 Spring(オンライン展示会)に今すぐ参加申し込みしましょう!
AIエンジニア安野貴博 氏をはじめ、豪華業界著名人がゲスト登壇するITトレンドEXPOに製造DXドットコムを運営する株式会社ファースト・オートメーションが出展します!
製造業のデスクワークを簡単にする生成AIツール「SPESILL」を展示します!ぜひご参加ください!


今すぐ参加申し込みしましょう!


無料で、有料級の限定コンテンツを配信中!
メールマガジン「製造DX.com-Plus」の登録はこちらから
製造DX.comでは、製造現場の生産性向上に役立つ先進的な情報を発信するメールマガジン「製造DX.com-Plus」を配信しています。メールマガジン読者限定の情報を配信しておりますので、ぜひご登録ください!

運営会社について
製造DX.comを運営する株式会社ファースト・オートメーションは製造業に特化した生成AI「SPESILL(スペシル)」を提供しています。製造DX.comでは生成AIに関する研究開発の成果を投稿しています。